

电子束焊接匙孔稳定性控制电源
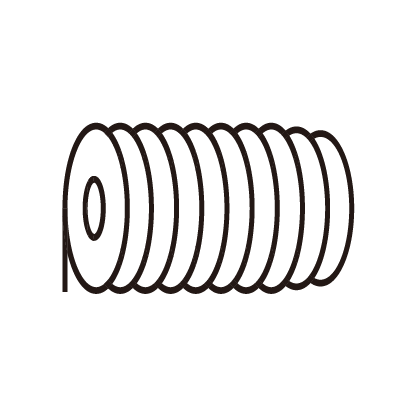
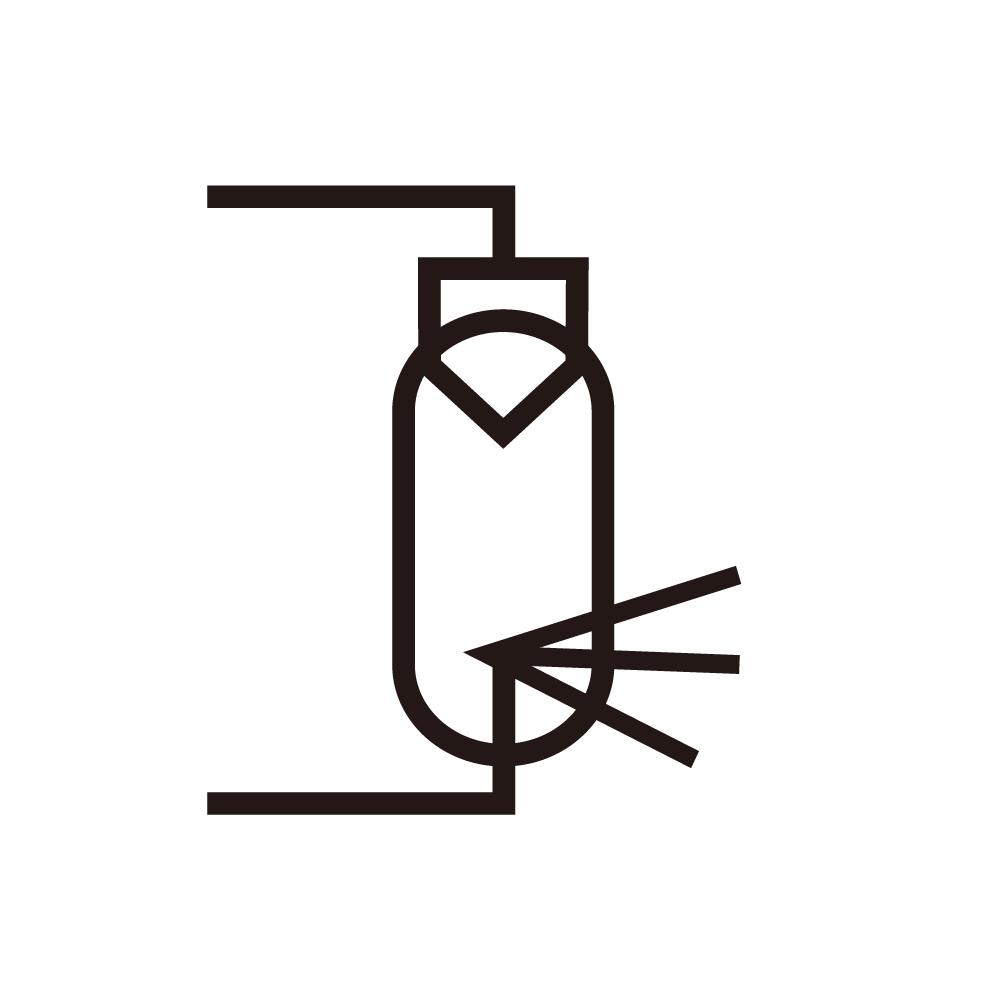
电子束焊接作为一种高能量密度熔焊工艺,以其深宽比大、热影响区小、焊接变形小、真空环境纯净等突出优点,广泛应用于航空航天、核能工业、精密制造等领域对焊接质量要求极高的场合。其核心机制在于高能电子束轰击工件表面,瞬间将局部金属熔化和汽化,形成充满金属蒸气的空腔,即“匙孔”。电子束穿透匙孔,在其底部持续释放能量,维持匙孔的存在并推动其向前移动,从而实现材料的深层熔合。然而,匙孔是一个动态的、不稳定的气液两相共存体系,其稳定性直接决定了焊缝的成形质量、内部缺陷(如气孔、缩孔、飞溅)的产生以及焊接过程的可靠性。传统的电子束焊接电源主要关注于加速电压和束流值的稳定输出,但越来越多的研究表明,通过对电源输出特性的主动、快速调制,可以对匙孔动力学施加有效影响,这正是电子束焊接匙孔稳定性控制电源的使命所在。
匙孔不稳定的根源复杂,主要包括:金属蒸气压力的波动、匙孔壁液态金属的流动与振荡、熔池的剧烈对流、以及可能发生的匙孔坍塌或过度膨胀。这些动态过程会反馈到电子束的穿透行为上,表现为束流吸收的波动、二次电子发射的变化,最终反映为焊接过程中束流或电压信号的波动。传统的恒流或恒压电源对此类波动是被动承受的,其输出是刚性的。而匙孔稳定性控制电源则采取主动策略:它实时监测反映匙孔状态的某种或多种信号(称为过程信号),并以此作为反馈,动态、快速地调整电源的输出参数(主要是束流,有时也涉及电压或聚焦电流),以抑制匙孔的异常波动,将其稳定在一个理想的动态平衡状态。
实现这一控制的首要前提是准确、快速地获取匙孔状态信号。目前研究和应用中主要的信号源有两种:一是电信号,即监测电子枪阴极发射电流或高压电源的输出电流/电压纹波。匙孔的不稳定会导致电子束与蒸气、熔池相互作用的随机变化,引起束流的微小涨落,这些涨落中包含了匙孔状态的频率信息。二是光信号,即通过高速摄像或光电传感器监测匙孔上方等离子体云(由金属蒸气电离产生)的发光强度或光谱特征。等离子体云的亮度与匙孔内蒸气的密度和温度直接相关,其波动直接反映了匙孔的稳定性。控制电源需要集成高速信号采集通道,能够实时处理这些频率可能高达数千赫兹甚至更高的动态信号。
获取信号后,控制算法的设计是核心。简单的开关式控制(如检测到波动超过阈值就降低功率)往往效果不佳,甚至可能引入新的不稳定。先进的控制策略基于对匙孔动力学模型的理解,采用比例-积分-微分控制、自适应控制或更复杂的模型预测控制。其目标不是消除所有波动(因为匙孔本质上是动态的),而是抑制那些可能导致缺陷产生的低频大幅振荡或共振频率的放大。例如,算法可能被设计为识别出代表匙孔周期性“呼吸”振荡的特征频率(通常在几十到几百赫兹),然后通过电源输出一个与该振荡反相的束流调制,对其进行主动阻尼,从而平复振荡。
这就要求电源本体必须具备极高的动态响应性能。传统的基于工频或中频逆变的高压电源,其调整速度受限于变压器和滤波环节的时间常数,响应时间通常在毫秒到几十毫秒量级,难以跟上匙孔快速变化的节奏。用于稳定性控制的电源,必须采用更高频率的开关拓扑(如高频逆变或开关线性复合结构),并优化其控制环路带宽,使得输出束流能够跟随控制指令,实现数百赫兹乃至上千赫兹的调制频率。换句话说,电源的输出不再是一个恒定的直流,而是一个其平均值由工艺设定、但其瞬时值根据反馈实时微调的动态波形。这种快速调制能力,是控制电源与传统电源最根本的区别。
调制策略多种多样。一种常见且有效的方法是束流低频正弦或三角波调制。即使在没有实时反馈的开环情况下,对束流施加一个适当频率(通常与材料厚度、焊接速度相关)和幅值的周期性调制,可以主动干预匙孔内蒸气压力的建立与释放周期,使其变得规律化,从而减少随机坍塌和飞溅,显著降低焊缝气孔率。控制电源可以轻松编程产生这类调制波形。在更高级的闭环控制中,调制则是实时、自适应的。例如,当监测到等离子体光强信号减弱(可能预示匙孔变浅或即将坍塌)时,控制算法会指令电源瞬时增大束流,以增加输入能量,稳定匙孔;反之,当信号过强(可能预示匙孔过度膨胀、蒸气喷发剧烈)时,则瞬时减小束流,使匙孔收缩。
除了束流调制,对加速电压进行快速微调也是一种潜在手段。电压的变化会改变电子束的穿透能力和能量沉积分布轮廓,从而影响匙孔的深宽比和稳定性。但电压的调整涉及高压回路,动态响应通常比束流回路慢,实施起来更为复杂。有时,将束流调制与聚焦电流的调制协同进行,可以实现对电子束能量密度分布形状的动态控制,获得更好的效果。
系统集成与安全是工程化应用的保证。控制电源需要与原有的电子枪、高压发生器、真空系统以及运动控制系统无缝集成。其引入的控制环路必须确保不会与设备其他控制回路(如聚焦、偏转)产生冲突或共振。同时,任何主动调制都必须在安全的工艺窗口内进行,避免因过调导致工艺失控,例如束流瞬时值过高造成焊穿,或过低导致未熔合。因此,系统需要设置严格的上下限幅和变化率限制。在检测到严重异常(如持续过流、电弧放电)时,控制应被超越,优先执行安全关断程序。
总而言之,电子束焊接匙孔稳定性控制电源,代表了电子束焊接技术从静态参数控制向动态过程智能调控的深刻转变。它将高压电源从一个被动的能量供给单元,升级为一个主动的过程稳定器。通过融合高速过程传感、先进控制算法与高频响应功率输出,该电源系统能够深入焊接过程的物理本质,对脆弱的匙孔动态进行“轻柔”而“精准”的干预,从而有效抑制焊接缺陷,提升焊缝内部质量和外观成形的一致性。这对于焊接航空航天发动机转子、核电站关键部件等不允许存在任何隐患的“终身构件”具有里程碑式的意义,是推动电子束焊接技术在高端制造领域可靠性迈向新高度的关键使能技术。


