

160kV直流高压电源在电子束焊接中的束流聚焦应用
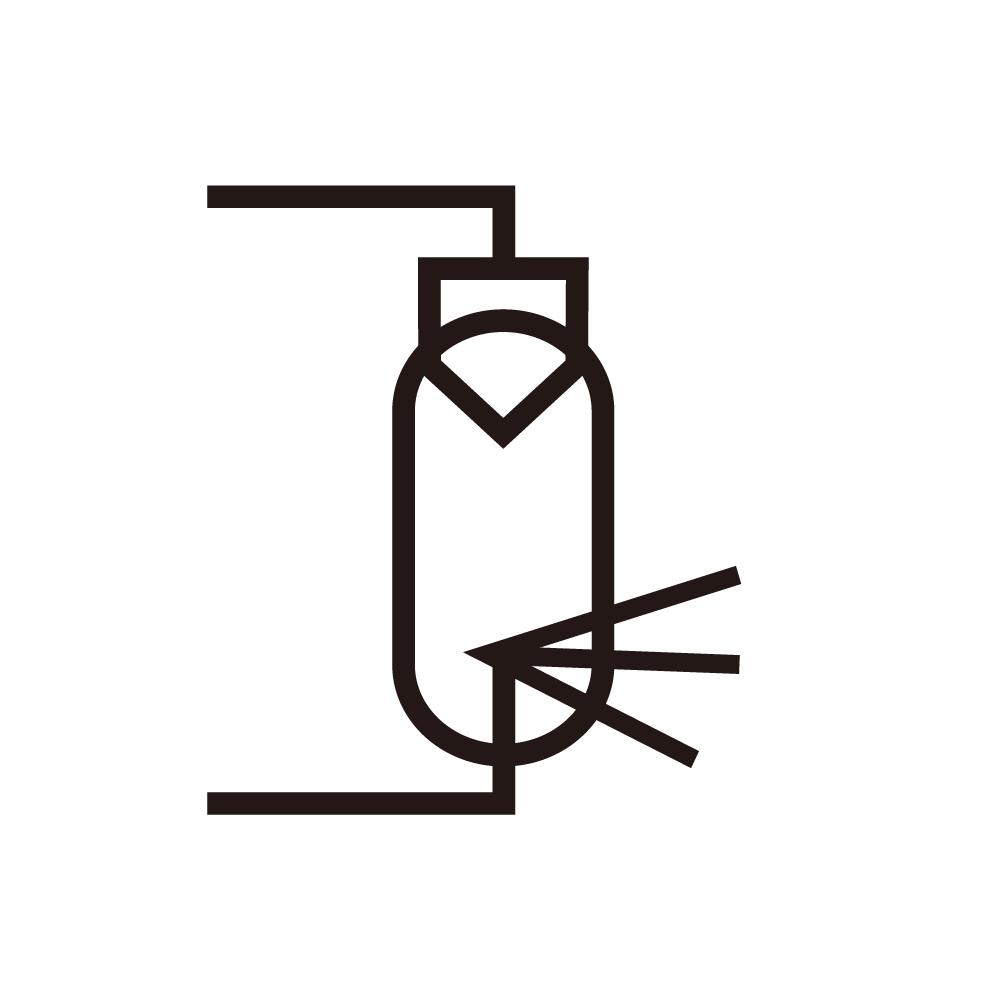
电子束焊接作为一种高能密度束流加工技术,以其熔深大、深宽比高、热影响区小、焊接变形小和真空环境纯净等优势,广泛应用于航空航天、核工业及精密制造等领域。其工艺质量的核心控制参数之一,是作用于工件上的电子束斑的尺寸与能量密度分布,而这在很大程度上取决于电子枪中静电聚焦系统的性能。一台输出高达160kV甚至更高电压的直流高压电源,正是为这套聚焦系统提供稳定、洁净电场的能源基石,其性能优劣直接关乎束流的可聚焦性和最终焊缝的质量。
在典型的三极电子枪中,除了为阴极提供负高压以加速电子的主加速电源外,还需要一个独立的聚焦极电源。该电源通常在阴极电位(即负高压)的基础上,提供一个数值可调的负偏压给聚焦电极。这个偏压值相对于阴极的电位差,在枪体内空间形成了一个特定的等位面分布,构成了一个静电透镜。电子从阴极发射,经过加速电场获得能量后,穿过这个静电透镜区域时,其运动轨迹会因电场力的作用而发生弯曲汇聚,类似于光线通过光学透镜。聚焦电源的输出电压,直接决定了这个静电透镜的“焦距”。电压的微小波动,就会导致焦距漂移,从而引起工件表面束斑尺寸的变化和能量密度的起伏,这在焊接高精度部件或薄壁材料时是致命的。
因此,对这台160kV聚焦高压电源的首要要求,是输出电压的长期极端稳定性与极低纹波。稳定性通常要求优于万分之几,纹波电压的峰峰值需控制在几十伏甚至更低水平,以免在束流中引入频率调制,导致束斑发散或产生周期性缺陷。为实现这一目标,电源常采用多级变换与精密调节相结合的结构。前级可能为工频或中频变压器升压经整流滤波得到粗调高压,后级则采用线性调整管或开关频率极高的开关调节器进行精细稳压。线性调整方案虽效率较低,但能提供近乎完美的直流质量和快速的动态响应,在一些对纹波极其苛刻的场合仍是首选。而采用先进拓扑的开关电源方案,则在效率、体积和可维护性上更具优势,但其开关噪声的抑制是设计难点,需要多层滤波和优异的屏蔽设计。
其次,聚焦电压需要具备宽范围、高分辨率的可调能力。焊接不同厚度、不同材料的工件,或为了获得不同的熔深与熔宽,需要灵活改变聚焦条件。这就要求电源的输出电压能在数十千伏到接近阴极高压的宽广范围内连续可调,并且调节分辨率高,调节过程平滑无跳变。通常通过改变前级可控整流器的触发角或后级调整管的参考电压来实现。现代全数字控制的电源,允许通过远程接口输入精确的电压设定值,并由高精度的模数转换器构成闭环,实现设定值与输出值的精确吻合。
电源的动态响应特性也至关重要。在焊接过程中,有时会采用动态聚焦技术,即让聚焦电压按照一定程序(如随着工件焊缝的深度变化或扫描运动)进行快速小幅度调制,以补偿空间电荷效应或获得特殊的焊缝形貌。这就要求电源不仅静态性能好,还需具备足够快的阶跃响应速度和足够的带宽,能够无失真地跟随调制信号。这对其控制环路的带宽、功率器件的速度以及输出滤波网络的设计都提出了很高要求。
由于聚焦电源的参考地是悬浮在负160kV的高电位上,其所有的控制、测量和供电都面临着严峻的高压隔离挑战。为聚焦极提供能量的隔离变压器、从高压端采样电压值的分压器、以及传输控制信号与状态反馈的光纤或无线链路,都必须具备极高的绝缘强度和抗局部放电能力。任何隔离环节的失效,都可能导致高压打火、控制失灵甚至设备损坏。因此,这些高压器件的设计、选型和工艺处理,往往需要遵循比常规标准更为严苛的规范。
此外,与主加速电源的同步性与抗干扰能力也不容忽视。聚焦电源和主加速电源虽然物理上独立,但在电气和电磁环境上紧密关联。主加速电源的巨大功率开关动作或负载变化,可能通过空间耦合或共地回路对聚焦电源的输出造成干扰。精心的系统布局、独立的接地回路设计以及电源内部的电磁兼容性加固,是保证聚焦电压“静如止水”的必要措施。
综上所述,电子束焊接设备中的160kV聚焦高压电源,绝非一个简单的高压发生器。它是一个集超高稳定性、精密可调性、快速动态响应和极端环境适应性于一体的精密机电系统。它的性能,深刻影响着静电透镜对电子束的塑造能力,最终转化为焊缝的均匀性、一致性与可靠性。可以说,在电子束焊接追求更高精度、更优质量的进程中,聚焦高压电源技术的每一次进步,都扮演着至关重要的角色。


