

高压电源在静电喷涂工艺中对涂层均匀性的关键技术解析
静电喷涂技术作为现代工业表面处理的重要工艺,其涂层均匀性直接关系到产品质量与生产成本。作为核心动力源的高压电源,其电气参数与调控能力对涂层质量产生决定性影响。本文从技术原理、系统设计及工艺优化三方面,探讨高压电源在提升涂层均匀性中的关键作用。
一、高压静电场的物理机制与涂层成形原理
静电喷涂的本质是通过高压电场实现涂料微粒的定向迁移。当电源输出端加载60-100kV高压时,喷枪与接地工件间形成强电场梯度。带电涂料微粒在库仑力作用下呈现环抱效应,显著提升工件边角部位的附着率。研究表明,电场强度需维持在3-5kV/cm区间,既保证微粒充分带电,又避免尖端放电导致的漆雾反弹。
电阻率控制是保证带电效率的关键环节。理想涂料体系的电阻率应控制在5-50MΩ·cm,可通过添加极性溶剂(如酮类、酯类)调节导电性。实验数据显示,当电阻率低于5MΩ·cm时,电荷流失率增加40%;高于50MΩ·cm则微粒带电不足,导致边缘堆积效应。
二、高压电源系统设计对均匀性的影响
1. 动态响应特性
现代高频开关电源的纹波系数需<1%,电压波动控制在±0.5%以内。在连续喷涂过程中,电源需实时补偿因涂料消耗导致的负载变化。采用PID闭环控制时,系统响应时间应<10ms,确保雾化气压突变时的电压稳定。
2. 智能调控模块
集成数字信号处理器的电源系统可实现多参数耦合控制。通过监测工件形状、传送速度、环境温湿度等变量,自动调整输出电压(60-100kV可调)和极性设置。当检测到涂层厚度偏差>5μm时,系统能在0.5秒内完成参数修正。
3. 安全冗余设计
双路独立供电模块与实时电弧检测系统的组合,可将异常放电发生率降低90%。在喷涂铝合金等导电基材时,脉冲式供电模式(频率1-5kHz)能有效抑制法拉第笼效应,保证复杂结构件的涂层均匀度。
三、工艺参数的系统性优化策略
1. 雾化参数匹配
当涂料流量达到200mL/min时,需将雾化气压提升至0.4-0.6MPa,并同步降低电压至80kV以下,避免过量微粒导致的相互排斥。实验证明该策略可使膜厚标准差从12.3μm降至4.7μm。
2. 环境控制体系
喷涂室风速控制在0.3-0.5m/s,既能及时排出挥发性有机物,又可维持电场稳定性。相对湿度超过70%时,应启动电极除湿模块,防止表面漏电流导致的涂层缩孔。
3. 基材预处理技术
对非导电材料实施等离子体活化处理(功率2-5kW,时间30-60秒),表面能可从35mN/m提升至72mN/m,显著改善首层涂膜覆盖率。预处理后工件需在15分钟内完成喷涂,避免表面电荷衰减。
四、技术发展趋势与挑战
随着工业4.0的推进,新一代高压电源正在向智能化方向发展。基于机器视觉的实时膜厚监测系统,可与电源控制系统形成数据闭环,实现μ级精度的动态调节。纳米复合绝缘材料的应用,使电源模块体积缩小40%的同时,功率密度提升至5kW/dm³。但如何平衡高频脉冲技术带来的EMI干扰,仍是当前亟待突破的技术瓶颈。
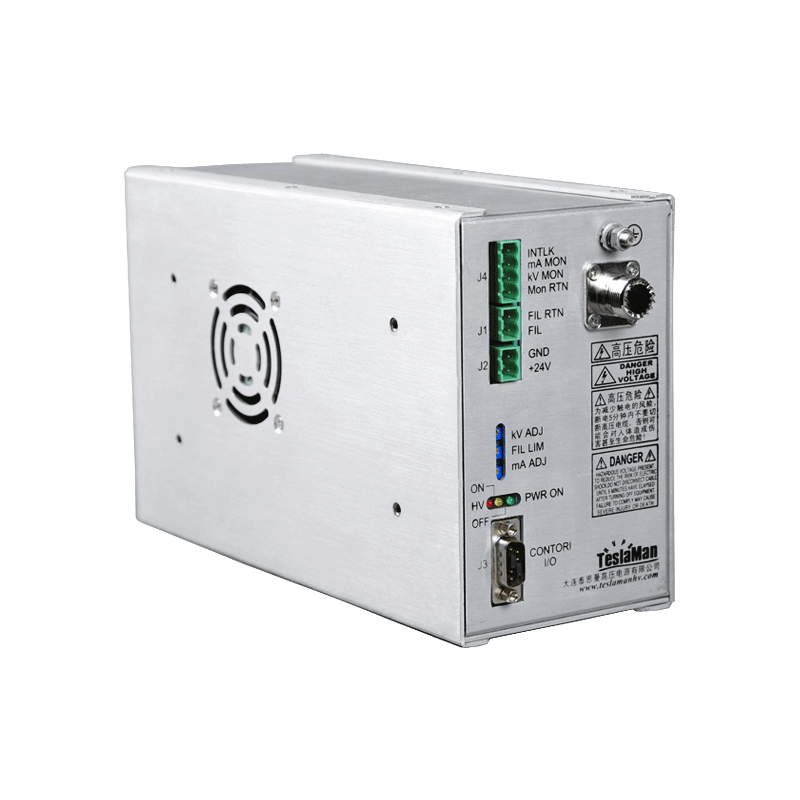
泰思曼 TRC2021 系列高压电源,属于 19"标准机架式电源,最高可输出 130kV 300W,纹波峰峰值优于额定输出的 0.1%,数字电压和电流指示,电压电流双闭环控制,可实现高压输出的线性平稳上升。TRC2021 系列电源还可外接电位器,通过 0~10V模拟量实现输出电压和电流的远程控制,并且具有外接电压和电流显示,具备过压、过流、短路和电弧等多种保护功能。
典型应用:毛细管电泳/静电喷涂/静电纺丝/静电植绒/其他静电相关应用;电子束系统;离子束系统;加速器;其他科学实验